The Fadal family business is the perfect manifestation of the entrepreneurial spirit: vision + ambition = success.
When Dave de Caussin took a trip to IMTS in 1974 to show off Fadal's new tool-changer, he had no idea that in five short years the company would be revolutionizing the machining-center market with its VMC45. Looking back, he said the trip was a pivotal event for the California machine tool builder. But, at the time, things didn't go all that smoothly.
"We put the milling machine with the toolchanger in the back of a rental truck, which had a top speed of 55 mph. Leaving from California, my wife and I made it to Bickerville, Calif., filled the truck's 25-gallon tank, giving us a traveling range of about 90 miles. We ran out of gas about 40 miles out-side of Las Vegas at 5 am. While sitting alongside the road, freezing, a guy comes by in an off-roading jeep. He drives me to a Stucky's to get five gallons of gas and I paid him and tossed in a fifth of scotch. When we finally got to Chicago, it was at 5:30 pm and the height of rush hour traffic. As if that wasn't enough, I made a turn onto a street with an 8-ft bridge that the truck wouldn't fit under. My wife is in tears at this point, and it took me an hour to back the truck up. But we did finally make it to the show, and we met a lot of important people."
This story is just one example of the many ups and downs Fadal has experienced throughout its 40-year history. But the founding family members --Francis, Adrian, Dave, and Larry de Caussin -- attribute their company's success to constantly staying on the cutting edge of machine tool technology. As Larry de Caussin says, "We started in pioneering times, and pioneers take some arrows."
The foundation of what would become Fadal got its start in 1955 by Francis de Caussin, who was a toolmaker trained in the automotive industry with a dream to own his own machine shop. He purchased some equipment on time payments and his sons Larry and Dave, still in school and living at home, worked with him at the garage operation. The brothers learned a basic but important lesson in those early shop years. They realized that the faster they could remove metal, the more money they could make.
In order to keep the chips and the money flowing, the family made a lot of modifications to the machines they used to cut metal. Francis added a riser block to a small mill so that they could do bigger jobs. Larry added a temporary second motor to a main spindle of a lathe, and Dave made the handles longer so they could push harder. The family says this motivation to make better and faster machines was the beginning of a trend that would carry Fadal to prominence in the machine tool industry.
Dave and Larry de Caussin started working in their father's garage shop in 1955 and in 1995 sold their family's multi-million-dollar business to Giddings and Lewis.
In 1961, after all the part-time experience in the garage shop, the family decided to work full time for themselves. They needed a little capital to get started and everyone turned to Larry for funding.
Dave says, "Larry was always the penny-pincher. He saved all his money. He had $2,500 in the bank. And his $2,500 financed a multi-million dollar company."
They rented an 800 ft 2 industrial unit in N. Hollywood, Calif., and bought a Siamp metal cutting lathe on Francis' good credit. Then in 1965 the shop fell on hard times when one of its largest customers, Summers Gyroscope, went into chapter 11 owing Fadal $17,000. But the shop soon recovered and started doing a lot of contracts for the "space race," including work for the Surveyor, Voyager, various satellites, aircraft landing gear, and eventually the space shuttle fuel systems.
But business really picked up for Fadal in 1969. That was the year they bought their first NC machine for $25,000 -- a Bridgeport mill with a Superior Electric control and a Spindle Wizard third axis. The machine did not, however, have an automatic toolchanger, and all the tools had to be changed using a wrench. Fadal, in accordance with their desire to do everything as quickly as possible, started designing better methods for changing tools on the new machine.
They started out designing a power draw bar and then began brainstorming on how to automate the entire toolchanging process. An aftermarket toolchanger, they believed, would be quite valuable to small machine tool builders and their customers. So Fadal set out with a new goal for the mass market -- manufacture an affordable toolchanger that could be attached to a mill.
Dave became consumed with the design and manufacture of a prototype, while Adrian designed the electrical work on the system. Due in part to Fadal's booth at IMTS in 1974, the toolchanger was a wild success. So successful, in fact, that there was a shortage of toolchangers to sell.
"The problem we had with the toolchanger is that we over marketed and then couldn't meet the demand," says Dave. "Be-cause of that, the guy in England that we were marketing too, Matchmaker, copied our toolchanger. They apologized for doing it, but did it because we couldn't deliver to them."
That toolchanger also caught the eye of a company out of Bozeman, Montana, Summit Engineering, a division of Dana Corp. That firm offered to buy the toolchanger design and patents so they could package it with an inexpensive control. Summit paid Fadal $75,000 for the toolchanger, which was renamed the Bandit Quick Draw. Summit also gave Fadal the rights to manufacture the mechanical assemblies for the changer. That $75,000, plus the profits from manufacturing over 2,000 mechanical assemblies, made it possible for Fadal to start their biggest project ever -- the design of a complete CNC machining center.
Larry tells the story of what inspired the family to build their first machine.
"Being machinists and having some experience with controls, we realized there was a lot of fat in the Japanese equipment that was selling for up around $160,000. Our first machine was a geared head 45 taper, with a 4-speed gearbox. It was a high-end machine we were selling for $110,000. But in 1980, right when we came out with our first model, the Japanese dropped the prices on their $160,000 machines down to $90,000.
To counter this, Fadal decided to pursue a simpler design to appeal to a broader market. Dave sold Fadal's first redesigned machine to Columbia Machine, which was where Francis, Dave, and Larry had all worked before starting Fadal. As much of an accomplishment as that was, confidence was not always high. "We used to say, 'We'll have a nice auction someday when we go bankrupt,'" says Dave.
However, people loved the speed and the price of the simpler system, and each year the company sold more and more machines. By the 80s and 90s, Fadal's manufacturing plant was at peak efficiency -- building 10 machining centers per employee each year. By 1995, Fadal had sold 10,000 machining centers.
With success came a lot of important decisions, one of which was changing the machine's control. The company was being pressured to use a different control on the machine. Dave says the family decided against it to keep cost down.
"We stayed with our control because we could see that the competition, especially the American industry, had made a mistake by catering to special requests. They had too many special orders. 'I want my machine pink, I want it with this control, and I want it with this and that.' So you ended up not having a production line. We refused to do that."
Larry adds, "In addition, custom machines are a nightmare for service. Other builder's servicemen would have to go out and review the situation before they could fix the machine. With our machine, the servicemen were able to go out ready to do the job, get it done, and then get out of there."
This was the kind of common-sense customer service that helped drive Fadal to the top of its industry. And that success caught the attention of Giddings & Lewis when it came time for Fadal to sell its family business to the corporate giant. But selling the company was not an easy decision. Originally the brothers had planned on passing it down to the next generation of de Caussins, but there were some problems.
Fadal's cash was tied up in property, equipment, inventory, and accounts receivable, and the company was going to have to dip into profits to pay the 55% gift tax. That was an issue because profits were also being taxed 50%. Financial advisors told the brothers that $1 earned was going to be about $.25 cents in pocket once the transfer was complete.
So, fearing the company's demise in a forced "fire sale" if the succession was unsuccessful, Larry and Dave decided it was best to sell the business outright. Fadal sold to G&L in April of 1995, and the brothers are pleased with the new ownership.
The old and new heads of Fadal got together in March of 2001 with American Machinist editor Tom Grasson to discuss Fadal's 40-year history in business. As seen seated around the table from left to right: AM editor Tom Grasson, Larry de Caussin, Fadal Marketing Manager Dan Gustafson, AM Regional Sales Manager Scott McCafferty,Giddings & Lewis president Steve Peterson, Dean de Caussin, and Dave de Caussin.
The Apollo Program (1963 - 1972)
Back in 1963 NASA started the Apollo program which was designed to land humans on the moon and bring them back to Earth safely. There was a total of 11 missions and 6 of them achieved this goal. Apollos 7 and 9 were Earth orbiting missions that tested the Lunar and Command Modules. They did not transmit any lunar data back to earth. Apollos 8 and 10 tested various components while orbiting the Moon and returned photos of the lunar surface.
The six missions (Apollos 11, 12, 14, 15, 16, and 17) that landed on the Moon came back with a wealth of information and scientific data that included 400 kilograms of lunar samples. Experiments included soil mechanics, meteoroids, seismic, heat flow, lunar ranging, magnetic fields, and solar wind experiments. Apollo 13 did not land on the moon due to mechanical malfunctions but did return photographs.
FADAL and the First Lunar Landing (1966 and 1967)
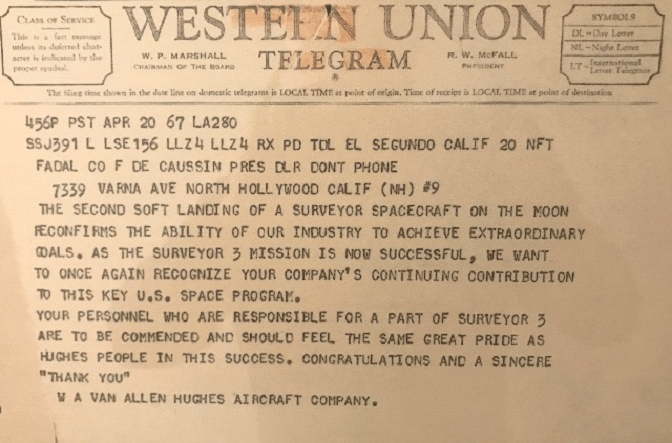
FADAL Engineering played a role in the Lunar Landing Program when they were contracted by Hughs Aircraft Company to manufacture parts for the Surveyor Spacecraft. Below is a photograph of a poster Independent Technology Service received when it purchased FADAL’s Engineering department back in 2008.
The telegrams Fransis de Caussin received from Hughs Aircraft Company in congratulating Fadal Company on its contribution to the Surveyor Spacecraft are illistrated below.
1966 TELEGRAM
1967 TELEGRAM
Fadal Engineering continued its long relationship with Hughs Aircraft and in 1975 received a Supplier Zero Defects Award.
This was an important and interesting part of Fadal's history and we wanted to share it with all the users and fans of Fadal CNC Machines.
The Fadal family business is the perfect The Birth of FORMAT 1 and FORMAT 2:
It's interesting how few customers know the origin of of something they use everyday. The term "FORMAT 1" actually started by the introduction of FORMAT 2.It was back in 1986 at the Fadal Booth in the LA Westec Machine Tool Show, we were under a lot of pressure to have "Fanuc compatibility".
At the time the most popular control was the Fanuc 6MB. Potential customers were insisting that their programs would run our control without editing. So during that show we had made a promise (and commitment) to our sales staff; "Yes we have Fanuc Compatibility", so the rush was on to begin shipping machines ordered at the show with "Fanuc Compatibility". Thus the birth of "FORMAT 2".
Prior to 1986, the control operated some what compatible to the 6MB but the subtle program and operational differences were enough to discourage programmers and operators from trying to move programs and set-ups to our machines.In order to make such a change and also maintain our original customer base, the differences would be enough that we decided to have to modes of operation; FORMAT1 for original customers and FORMAT 2 for 6MB customers.
Even to this day many customers preferred the Format 1 mode after we introduced FORMAT 2 - Fanuc Compatibility because of the logical ease of use.
The reason the control was fairly close to 6MB compatible was because from the very beginning of development we used the Fanuc 7M control as our model.At the time; in the mid 70's the 7M was considered the most powerful of the Fanuc controls. Unfortunately, it didn't become the most popular control. It was because of 7M we had the use of the L-word subroutine structure along with the R0 through R9 indirect reference variables.
With the 7M control, the programmer could indirectly reference all program words A-Z, for example the X-word as X+R01 and Feedrate could be addressed as F+R01, etc. Indirect referencing provides powerful flexibility.
Had Adrian de Caussin originally picked the 6MB, things would have been completely different...
The Fadal CNC from the beginning... A first hand account
The real power of any Machining Center is the Control.
At the introduction of the first Fadal machine we were pressured to add other controls. It was quite common at the time for machine tool builders to add virtually any CNC control that the customer requested. It was difficult, but we resisted and forged ahead developing one of the best CNC controls every produced. Feature for feature, very few, even today, can match all the features we provided with the CNC88. Besides cost advantage of having our own control, the primary reason for having our control was to be able to efficiently service the machine. Having one control allows the servicemen to stock all the parts needed in his service van.
Development of the CNC88- Beginning in 1975, we used one of the early desktop computers that came in a kit form. It was the IMSA 8080 based on the Intel 8080 microprocessor and used the North Star Disk Operating System. The very first unit did not have a video monitor, it used a Teletype via an RS-232 port to display and input information. The IMSAI sold for $599 as a kit, then you had to build it yourself; the kit came with bare boards and a bag of IC's. The main processor was the Intel 8080A and was clocked at 2.0 MHz. The system RAM came with 64K and was the maximum memory available for the time. To start, the programmer used the front 16 toggle switches to set the Bootstrap address, flip the LOAD address switch and then the RUN switch. With this computer one could step through all the binary data by watching all the LEDs change. Just like the really old computers seen in the movies.
The RUN switch would boot the DOS system and run the Northstar Disk Operating System. With the DOS running, we could load the NC kernel and start the CNC processor assembly code.The IMSAI used the S-100 bus interface design (common in those days) which is the same basic design we used as the heart of the CNCs motherboard bus activity controller; we called it "the traffic cop". This is the primary function of the 1030 board; it controls the flow of communication between the main CPU board and all the peripheral devices. In the case of the CNC88, the flows between 1010 axis controller CPU boards, the M-function board and the Mill interface board.
Once the IMSAI "booted" and loaded what we called the NC processor, it would come alive, the teletype in its clunky, mechanical fashion, would simply display "R>" which signified READY. In the beginning, as the software code advanced, we used the system to generate paper-tape programs for our machine shop and at the same time debug and test the CNC functions.In the beginning, the software allowed us to input a program using the IN command, list the program using the LI command and punch the program to paper tape using the PU command.
We had another command that would process the NC program. It expanded fixed cycles to single axis Z moves and for milling it used the cutter-radius-compensation to allow us to output the actual tool path. After creating the tool path program, we would punch a paper tape for our NC machines. At the time, most controls did not have CRC; that's why they were called NC's and not CNC's. It was a great feature for our Job Shop because we used a lot of reground endmills.The two letter mnemonic command structure(LI, CH, PU, etc.) was eventually increased to cover all functions we needed for the CNC. It was not until the advent of the VMC40 around 1984, that we changed the "R" prompt to "ENTER NEXT COMMAND". Later, we added a Menu system to the control that simplified having to remember the various commands.
The year of the very first working CNC88 prototype that actually turned motors was about 1977. It was a free standing control that looked like an early video game. In the early 70's many CNC's were basically a self-contained console. At the time, one of the most common was the Slo-Syn control that came out of the 60's; no video monitors, basically just knobs and a paper tape reader.About 1980, the first production machine was the VMC45, it had a hanging pendant design. The keyboard was to the right of the video monitor and It was one of the very first CNC's to use a standard keyboard interface. The design only needed a keyboard, a feed-pot and an Emergency Stop button. At the time, most, if not all controls had many knobs, buttons and maybe a data input keypad. We based the entire interface on software rather than hardwired switches. The idea was complete flexibility where we could add features and easily update in the field. Sadly no actual pictures are available. But the picture to the left is what the very first prototype looked like.
The 1400-1 CPU Board
VMC45 and early VMC40The 1400 board is the Central Processing Unit of the CNC control. All CPU boards came with 38K of battery backed memory. This memory is managed by the main CPU and used to store the following:
CNC Part Program
Tool Data both Length and Diameter
Fixture Offset Data
SETP parameters
Backlash
The CPU board interprets the part program and executes it by issuing commands to the other boards, it monitors the inputs and proceeds as required by the program and external feedbacks; simply put it orchestrates all activity of the CNC.
The first 1400 board was the original CPU board designed and used primarily by the VMC45. It was basically the same as the 1400-1 board as shown above, except the first CPU did not have battery back memory (the four memory chips above the purple battery). The original 1400 card (1400-0), used "Bubble Memory" for permanent program storage, which was very slow and expensive. There was not a 1610 software module, so the control software was "burned" directly to the Eproms on the board by removing the Eprom jumper ribbon cables and connecting to Eprom "burner". To greatly simplify the software update process, it with the 1400-2 hardware, we designed the pluggable 1610 module.The 1400-0 CPU was based on the Intel 8080, which eventually ran at 8 MHz; state of the art in those days! As the Intel microprocessor improved, we upgraded our hardware and came out with revisions signified by dash numbers. Click Here for more information about the 1400 CPU boards.
The CNC MP Design -The second generation pendant was called the "CNC88" for the Intel 8088 processors. With that we added dedicated switches and knobs for the operators convenience and to help our salesmen compete with the Fanuc machines. After a while, it was renamed the MP control, which basically was the same internally as the CNC 88, the new faceplate was done mostly for a fresh look.The MP signifies Multiple Processors and does better describe the architecture of using many CPU's to do the work that one CPU can not do efficiently. It is a design that is commonly referred to as "Distributed" or "Parallel Processing" architecture, and is technically defined as "a distributed system that consists of multiple autonomous computers that communicate through a computer network. Where as the computers interact with each other in order to achieve a common goal". A computer program that runs in a distributed system is called a "distributed program", and "distributed programming" is the process of writing such programs. Today's Dual Core and now the Quad Core processors all operate on this principle.
With the CNC88 on a standard machine there's five CPU boards working together. The Main CPU, the X,Y,Z and Spindle CPU boards; all working together and independently in conjunction to make the machine function. This design allows for maximum speed with minimally powered CPUs. With this design the control can do five things simultaneously; something a single 64-bit control could never do because it is limited to only one function at a time.
Servo Performance:At the time we introduced our control, the typical CNC controlled the axis servo position loop at rate of approximately 2 millisecond intervals. That means correcting the servos position 500 times per second. With a three axis machine and a single CPU it can only adjust the position error 167 times per second, per axis! The result is a "sloppy" servo system in what is called the position loop, most seen in contouring. The faster you program the more apparent the error becomes.With the MP design, the position loop of each axis is adjusted at 1 millisecond intervals which was far beyond most controls then, even by today's standards it is considered exceptional.
The second generation pendant was called the "CNC88" for the Intel 8088 processors. With that we added dedicated switches and knobs for the operators convenience and to help our salesmen compete with the Fanuc machines. After a while, it was renamed the MP control, which basically was the same internally as the CNC 88, the new faceplate was done mostly for a fresh look.The MP signifies Multiple Processors and does better describe the architecture of using many CPU's to do the work that one CPU can not do efficiently. It is a design that is commonly referred to as "Distributed" or "Parallel Processing" architecture, and is technically defined as "a distributed system that consists of multiple autonomous computers that communicate through a computer network. Where as the computers interact with each other in order to achieve a common goal". A computer program that runs in a distributed system is called a "distributed program", and "distributed programming" is the process of writing such programs. Today's Dual Core and now the Quad Core processors all operate on this principle.
Control Throughput:Throughput is defined as the speed and volume that the CNC can process the high level NC code, convert it to a low level set of positions commands and execute them to cause machine motion. With the MP design, the main CPU is processing the high level NC code while at the same time the axis CPU boards are executing low level motion commands. Originally the CNC88 could process between 10 and 100 NC blocks per second. It depended on the complexity of the NC block; simple G1 moves are processed faster than CRC (cutter radius compensation) type moves that requires much more calculations than simple linear moves. As the CPU processor improved, so did the control throughput. With the 1400-4 version CPU, we got up to 1000 block per second throughput for simple XYZ linear moves.
Historical Interests -
First show with the VMC40:In 1984, we had our first booth at the LA WESTEC show for the VMC40. It was only about 6' x 12' in size, just enough for a machine and a desk. We were just down the isle from the ACROLOC booth. At the time, they sold one of the most popular machines and they had a booth that was about 200' x 200', they really put on a show. They even had the LA RAMs cheerleaders signing autographs and a mill that was upside down and 40' in the air. I was told it was to show that with their machine you could drill a hole anywhere, but the cheerleaders got most of the attention!
One morning as we were walking up to our booth we came around the corner and saw a dozen Acroloc guys standing around our machine with one of them standing at the control, pointing and talking. We stood back and listened to him talk, at one time we heard him say that "This design was the control of the future"... We competed directly with them, they had one of the fastest tool changer with a 2 second chip to chip time, but because of the tool holder design, it couldn't mill as good as we could and they never offered a 10,000 rpm spindle. Needless to say their booth size got smaller and smaller over time.
Advent of 1000 blks per second:In the early 90's, we were getting our booth ready for one of the WESTEC shows, and as always it was pretty chaotic as all the other exhibitors were scrambling to finish the last details. Anyone who has been an exhibitor at a convention knows exactly what I mean. We noticed one of our biggest competitors was setting up a demo to show a machine cutting a part at 250 blocks per second. At the time, the CNC88 could run at 100 blocks per second. Not wanting to be "out done" at a show and in the true spirit of competition, the control design team got together and did some brainstorming about how we could squeeze out the maximum speed of the control. This was Tuesday morning and the show started Thursday, so we had little time work with but a good "fire drill" is always a good thing now and then. With a bit of creativity, we ended up reorganizing the control code and found we could get 1000 blocks per second. So we rewrote the code, tested it, developed a working 3D demo and printed up all the show display signs and material. Then took it all down to Westec, set it up and starting running. We finished Thursday morning just as people were walking in for the first day of the show. It ended up being one of the biggest and best demos! Few people had ever seen a control cutting at 1000 blks per second. Needless to say our competitor was not very happy that we took the wind out of their sails...
We often get asked "Who was first Fadal or HAAS?"
I can tell you first hand it was Fadal. One of our earliest customers was Gene Haas. At the time, his company was called Haas Brothers and they bought a VMC40 to make indexer parts. It was about machine number 25 that they bought. After the installation, I spent three days training him in his shop.It was about a month or two later that I asked Harry Nash, his salesmen, how Gene was doing because I hadn't heard a thing from him. Harry said that he stopped by Genes' shop and the machine was in pieces "all over the floor". After that we decided it best to limit Gene's visits to our factory. We remained "friendly competitors". Gene used to come over to Fadal when we were in North Hollywood quite often, maybe a little too much...
Overtime the CNC88 was used by so many different people and in every imaginable industry. Even today it's amazing to hear who has bought them and where the machines ended up... One thing is sure, most customers love their control, still to this day!
Fadal's CNC88 Servo System
The servo system is the heart of the CNC88 and 32MP Control. The development started back prior to the introduction of the VMC45. In 1974 they had began working on what was to be the heart of the CNC 88 control. Adrian de Caussin wrote the software for assisting our NC programmers to create paper tape machining programs. At the time the Teletype was the common means for creating a paper tape. Editing was virtually non-existent, to edit a program required cutting and splicing the actual tape.
Computer technology was in it's infancy, seven years before the first IBM PC. they used a computer kit that you bought and assembled which at the time was quite expensive. The first unit was the IMSA 8080 with a whopping 8K of memory.
The software allowed them to create and edit programs before punching a paper tape for our Slo-Syn controls. As the software progress they were able to actually do Cutter Radius Compensation, this was a tremendous benefit since they used a lot of reground endmills in the job shop. They were even able to program backlash compensation in our paper tape which was unheard of at the time but was tremendous in helping with the close tolerances needed.
As the control logic developed, the CNC boards we're being developed, Dave and Larry de Caussin worked on the mechanical designs of the VMC45. Everything came together about 1980.
The servos used at first were state of the art for the time, analog amplifier with DC brush motors. Digital Brushless was years away! Today the Fadal machines out in the field use both DC Brush and DC Brushless designs.
The DC Brush servo system:The history of the DC motors goes back to the late 1970s, when they first introduced the DC brush axis drive system with the VMC45. Later with the VMC40, after working directly with Glentek engineers in the design and development of a low cost/high performance servo package, Fadal looked for a second source supplier. After trying many different suppliers, Baldor was selected as a second source OEM supplier for both the large and small versions of the DC and AC axis motors. Ordering a MTR-0002 or MTR-0010 never signified either a Glentek or a Baldor motor; inventory determined which manufactures product was shipped.
Interesting DC Motor Facts:Many wonder what's the reason for a Resolver feedback? At the time, the resolver feedback was much more common than the encoder feedback technology. With the resolver being more common, the cost differences was substantial. It wasn't so much just the cost of the encoder itself but the electronics needed to process the encoder inputs were expensive and slow. Using the resolver allows a 1 millisecond servo update cycle, which at the time was unprecedented! The servo update time directly affects the accuracy of servo contouring at higher feedrates. As always with CNCs; the faster the better!
The Brushless servo system:The history of the AC motors goes back to 1997 when we first introduce the brushless axis drive system. After working directly with Glentek engineers in the design, development and production, Baldor was selected as a second source supplier for the large and small versions of axis motors.
Interesting AC Motor Facts:Many wonder what's the significance of the 8192 line encoder. When going from the Brush System to the Brushless system, there was no longer a DC tachometer on the motor. The encoder replaces both the position and tachometer feedback. To match the performance of a DC tachometer, using a digital feedback requires a high line count (resolution). With an encoder, 8192 lines per 360 degrees results in 32768 counts per turn. This extreme detail allows the digital recreation of a very accurate tachometer (the heart of a servo system). Also the 8192 encoder gave the axis controller (1010 card) an internal resolution of .000010", the plan was to also achieve a programmable 10 millionths resolution in the future. Unfortunately it was never taken advantage of in the CNC control (1400) but it was used with the axis controller board. The same 10 millionths resolution was achieved with the 5000 line encoder because it was used with a .200 pitch ballscrew.
Is it AC Brushless?Few know that technically, what's called "AC Brushless" is really more accurately described as a "Permanent Magnet DC Brushless System". It was a marketing decision to call it simply "AC Brushless" to keep with industry standard terms.
Historical Reference of the Amplifier System
1700'sIt's generally agreed that the beginning of the industrial revolution started around 1760. Of course this depends on which reference is used. Ultimately, the drive to automate repetitive tasks started about when humans did. The "end" of the industrial revolution supposedly occurred about 100 years ago, though looking around today it hardly seems over. Today's level of industry and automation easily surpasses the dreams of early inventors. Inventors that, through the course of the 1700 and 1800's, brought advancements in machine technology and primed the creation of today's motion control industry.
1800'sMotion control was non-existent and automation took the form of crude motors with belt and pulley drive trains. Powering an industrial building required a large water wheel outside or steam engine sitting in the basement. Usually a vertical drive train ran through the building from a steam engine in the basement to transmit mechanical power to each floor. At the floor level, a transmission converted power from the vertical drive train to a horizontal train that spanned the floor. Each department needing mechanical power tapped off the main line with a clutch mechanism. Sewing machine operators, for example, used a foot clutch to engage individual sewing machines to the power source.
1900'sEngineers used the momentum of the late 1800's to bring electrical powered appliances to consumers. Edison's invention of the DC generator in the 1870's, public electricity and Tesla's AC motor in the 1880's, and the first electric hand drill in the 1890's gave way to electric washing machines and refrigerators around 1915. By this time Henry Ford had only recently realized a mobile production line where parts were standardized and factory efficiency soared.
The Discovery of FeedbackIt was 1927 when Harold Black revolutionized communications with the concept of negative feedback in amplifiers. He was not the first to close a feedback loop though, because thermostats and furnaces had been regulating room temperature using feedback since the late 1800's. James Watt had worked on a mechanical feedback loop for his steam engine even before that. In story like fashion Harold Black had an epiphany on the way home from work one evening that applying a portion of an amplifiers output back into the input could substantially reduce signal distortion. Soon after Blacks discovery, the first pneumatic motion control products arrived in the 1930's employing feedback for closed loop control.
At this point, proportional-integral-derivative (PID) control was just surfacing as a conscious thought for most of the world. J.C Maxwell wrote a detailed mathematical analysis about PID in 1886, but it took about 50 years for products intentionally using PID tuning to arrive. The 40's and 50's marked the beginning of major strides in PID control. People finally recognized the importance of mathematical analysis and began developing control theory as a science. This was, of coarse, a very crude period of PID control.
During the 50's, 60's and 70's, space flight and war helped spur the effort to develop optimized control algorithms. Solid-state devices and motor technology developed in the 60's to a point where PID control migrated into microcontrollers. Various improvements and optimizations continued until the late1970's when pulse width modulation (PWM) switching technology was introduced along with brush-less permanent magnet motors. Motion control hasn't been the same since.
Digital Motion ControlDuring the last 20 years DSP, networking, and PWM switching technology have created an exponential increase in the use of closed loop motion control. PWM switching technology in amplifiers and power supplies made high efficiency, low heat power transmission possible. In just a few years, the size of a 2kW motor amplifier shrank from 100 pounds or more, to something that could be hand carried and bolted to a panel.
In about 1990, DSP based motion control products started allowing sophisticated motion profiling and digital communication via serial networks. Such rapid changes in technology created a breakdown in standardizing motion control products. Network protocols such as Profibus (1989), DeviceNet (1994), and Smart Distributed Systems (1994), for example, attempted to take over the Control Area Network (CAN) market. One of the first networks, CAN, had been around since the mid 80's for automotive communication; it proved so versatile that it moved into the automation world in the 90's. Sercos came out in the early 90's using it's own hardware layer with fiber optic transmission lines while other proprietary networks arrived using an RS-485 hardware layer.
Today the industry is far from standardized with an incredible availability in smart motion controller cards, servo amplifiers, motors, feedback devices and mechanical linkages. See "Motion Control Today" for a brief update on all of these options.
Brushless versus Brush-type Comparison
There are two basic types of motor design that are used for high-performance motion control systems: Brush-Type PM (permanent magnet), and Brushless-Type PM.
As you can see in the figure, a brushtype motor has windings on the rotor (shaft) and magnets in the stator (frame). In a brushless-type motor, the magnets are on the rotor and the windings are in the stator.
To produce optimal torque in a motor, it is necessary to direct the flow of current to the appropriate windings with respect to the magnetic fields of the permanent magnets. In a Brush-Type motor, this is accomplished by using a commutator and brushes. The brushes, which are mounted in the stator, are connected to the motor wires, and the commutator contacts, which are mounted on the rotor, are connected to the windings. As the rotor turns, the brushes switch the current flow to the windings which are optimally oriented with respect to the magnetic field, which in turn produces maximum torque.
In a brushless motor there is no commutator to direct the current flow through the windings. Instead, an encoder, hall sensors or a resolver on the motor shaft senses the rotor position ( and thus the magnet orientation). The position data is fed to the amplifier which in turn commutates the motor electronically by directing the current through the appropriate windings to produce maximum torque. The effect is analogous to a string of sequencing Christmas lights: the lights seem to chase each other around the string. In this case, the magnets on rotor chase the magnetic fields of the windings as the fields move around the stator.
The brushless motors are more reliable as Brush maintenance is eliminated and no brush dust is generated.
The brushless motor can be driven to much higher RPM limits and typically have lower inertia. The brushless motor also dissipates heat more efficiently since the stator windings are thermally connected to the outside of the motor case. It is also safer for explosive atmospheres and quieter and less electrical noise generated as there is no brush arcing in a brushless motor.